矿井自动化控制系统
- 作者:
- 发表时间:2017-09-27 16:04
- 来源:未知
自动控制是指在没有人的直接参与下,利用控制装置,操纵受控对象,使被控量按给定规律运行。它是一门介于许多科学之间的综合运用科学,如物理学、数学、力学、电子学、生物学等是该科学的重要基础。
一、自动化控制的实现
自动控制是运用自动化仪表或装置代替人工自动地对设备或过程进行控制,使之达到预期的状态或性能。工业上常规单回路反馈控制系统由控制对象和控制器两部分组成。其实现过程如下:
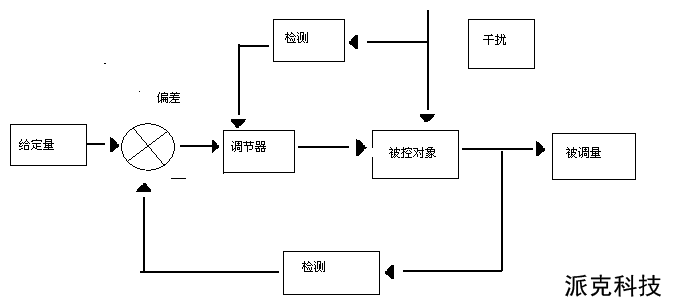
1、控制对象:即被控制的设备或过程。控制对象的本质在于被控制的参数(变量或状态)及被控参数的数学模型。一个设备或过程可就不同的控制参数构成不同的控制系统。
2、控制器:即起控制作用的自动化仪表或装置,包括自动检测仪表、调节器或计算装置,执行器。
二、矿井自动化控制系统的组成及系统覆盖范围
矿井自动化控制系统主要由矿井安全与生产监测监控系统、信息管理系统、调度通信系统等部分组成。
1、矿井调度监控网络系统的功能
系统为实时监控网络结构,具备有完善的生产监控管理功能,对全矿个各主要生产环节及相关的辅助环节的生产过程进行实时数据采集、传输、处理、显示、记录、打印,对生产传输系统、井下变电所、排水系统和扇风机等设备进行远程集中监控,同时配合工业电视系统进行安全图象监视,以确保人员及设备的安全,全面提高矿井的经济效益和社会效益。
系统功能如下:
(1)、数据采集和过程控制;
(2)、顺序控制;
(3)、报警事件处理和操作记录;
(4)、实时过程数据,图形或数据方式显示;
(5)、过程变量趋势显示;
(6)、生产过程模型图及动态数据更新;
(7)、数据库管理。
调度监控网络实施后,调度可在调度室终端上监视矿井生产过程,完成对全矿井生产及相关环节的“遥测、遥信和遥控”,实现矿井的综合自动化。
(1)实时运行参数检测
各监控系统实时采集生产工况参数,可以采用图形、报表的形式显示系统的实时工况及目前产量、仓储等。
(2)实时过程控制
分析采集的参数,各系统自动完成过程控制,或由调度员操作控制。
(3)历史数据查询
以上生产实时检测数据均可存贮与生产实时数据和历史数据库中,可实现历史回显、历史趋势分析,及直方图,饼图等进行综合分析。
(4)设备故障及模拟量超限报警
当设备故障或模拟量超限使,生产检测及管理网络同步显示故障设备名称,并可实现语音报警、实时打印故障功能。服务器将该故障信息存入故障信息数据库,供以后统计分析。
(5)生产实时画面检测
工业电视信号可接入监测终端,当出现异常(故障、违章、检修)时,可将此画面截取,转换为数字形式存储,并可通过网络上传给公司领导。
(6)优化生产计划
在网络服务器中建立了综合历史数据库,定时将生产、经营等数据存入数据库中,制作计划、生产完成情况的趋势分析图形,为今后的生产计划提供参数;根据外运下达计划和设备实际状态、仓储煤量,合理安排生产计划、设备维修计划,以最大限度的减少对生产外运的影响。
2、调度监控系统的三层网络结构
根据现代网络理论和补连塔矿调度监控系统的要求,我们选美国Gockwell先进的工业控制产品,设计构建了先进、全面、可靠的工业调度监控系统。
调度监控系统采用三层网络结构,如下图所示。
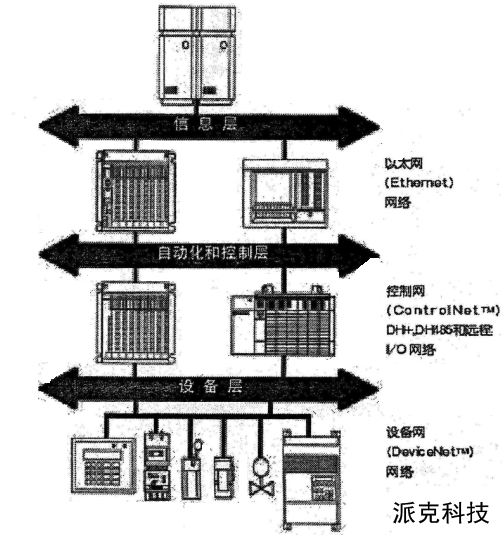
三层网络结构示意图
3、矿井自动化系统的通讯模式。
矿井生产系统ControlNet主干采用光纤传导模式,通过62.5um光缆连接,包括调度室、井口配电室、主井二部皮带配电室、集运皮带配电室、三采区配电室、加压泵房和南风井通风监控系统,其他包括仓上配电室、一采区变电所及排水泵房监控系统用75Ω同轴电缆与井口变电所监控系统连接,构成整个控制层网络,其余如ZBK-X皮带监控系统用软件编程实现第三方通讯就近接入网络,顺槽皮带CST系统经DH+接入三采区变电所网关,实现网络扩展。
4、矿井综合自动化控制系统覆盖范围
自动化控制网络涉及了矿井所有生产及生产相关的环节,包括:
(1)、皮带运输系统集中监控;
(2)、井口变电所三遥;
(3)、矿井排水系统三遥;
(4)、矿井加压供水系统三遥;
(5)、井下变电所三遥;
(6)、矿井通风机三遥;
(7)、顺槽皮带监控监测。
三、矿井综合自动化控制系统的功能
在统一的技术环境下,各种各样不同的技术可以在一个用户接口下,接成在一个有全局数据库的总体平台中,这样系统之间的接口费用大大降低,备品备件的品种和数量也大大减少,同时技术人员可以在一个平台下对所有应用进行组态、编程和监控,也可以大大提高监控水平,减少非计划停车时间。也是由于应用一个组态平台,培训和工程变得简单,费用也大大降低。
以及时、稳定、可靠的通讯系统为桥梁,包括综采和连菜的运输系统,补连塔矿井综合自动化系统涵盖了生产的各个环节,皮带运输控制保护系统、矿井电力三遥、扇风机三遥系统、井下排水三谣系统全部纳入自动控制系统之中,实现了闭锁和连续控制,在调度室进行集中控制,指挥全矿生产。
综合自动化系统采用先进的技术和设备来保证整个系统安全可靠正常地运行,提高运行管理和维护的水平,降低运行管理费用,减轻工作人员的劳动强度,提高各种信息的传输及分析能力。
四、自动化控制设备的维护
1、控制网上的1786RPA 和1786RPFM模块的作用和故障判断
(1)1786RPA模块PRA是 ControlNet网络节点上铜缆转光纤的铜缆接头部分,这个模块的24V工作电压从最下方的接线壁上接入,如果这个模块没有工作电压,将造成从此节点以下的控制网络中断,如下图所示:
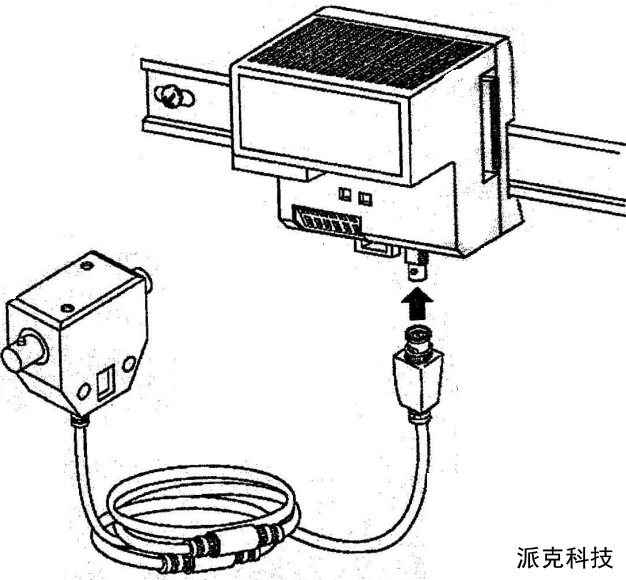
1786RPA模块
(2)、1786RPFM
RPFM是ControlNet网络节点上铜缆转光纤的光纤接头部分,它必须和RPA配套使用, 这个模块上一共可以接两路光纤,每路光纤的 接受线在RPFM上都有对应的小灯指示,当上一级RPFM上有信号发送时,小灯应该常亮,如下图(a)所示
RPA和RPFM连接后,如下图(b)所示。
(a)1786RPFM模块
(b)RPA 与 PRFM的连接
2、1756DNB模块诊断设备故障
如下图所示,在1756DNB模块上方看见一个数字显示屏,这个显示屏对设备网故障的诊断和排除非常重要。显示屏里只会出现0-99和OK(RUN)这几种字符,下面说明在显示屏里显示的数字的含义:
0-63:设备网上的站号,0一般就是DNB模块自己,如果显示屏上是0和OK (RUN)交替闪烁的话,说明整个设备网一切正常。其它的1-63表示这个设备网上的其它设备。
70-99:设备网上的故障代码,一般在出现故障代码之后随后会出现故障设备的站号,举例来说,数字78表示“在DNB模块扫描列表中的设备无法找到”。
所以说,如果在AND 模块上出现78,1这两个数字交替闪烁的话,表示AND无法找到1#节点的设备,这个时后就需要查看是否是因为1#节点的设备没有工作电源或者控制网通讯线接触不好引起的这个故障。
1756DNB模块
下面表列出最常见的几个设备网故障代码。
设备网故障
3、1794ADN及1794IM8、1794OW8模块诊断设备故障。
如下图,1794ADN是分布式远程IO系列中设备网适配器模块。
为了减少布线时间和提高 PLC机柜内的整洁,我们使用了分布式远程 IO控制模块 (FLEX),这些模块和1794ADN通过设备网通讯线和 PLC柜相连,大大提高了电装时的工作效率。
1794ADN模块
1-AB图标 2-指示灯 3-网线接法 4-设备模块插头 5-站号 6-电源正极
7-电源负极 8-I/O
作为设备网适配器,有了它这些远程IO控制模块才能作为设备网的一分子。它的任务只是管理采集与它直接相连的输入模块1794IM8(8点输入模块)的信息和间接控制1794OW8(8点输出模块),真正的控制与监视权还是在ControILogix(PLC5)手中,或者说ControILogix(PLC5)是通过DNB(SDN),DNB(SDN)再通过 AND, AND通过OW8和IM8来实现ControILogix(PLC5)对分布式远程IO的控制。
如图在AND的2处有三个小灯,从左到右分别是:
Mod/NET Status:模块/网络指示,正常应该常绿。当它未并入设备网时该灯绿色闪烁,模块有故障时该灯为红色。
IO Status:IO模块灯,正常应该常绿。当AND内所配置好的IO模块信息与实际安装的模块不符时会出现绿色闪烁,不过这种故障较少见,如果重新更换IO模块或者配置AND后还有这个现象,有可能需要更换新的AND模块。
Power On:工作电源指示灯,AND工作需要24V直流电,电源正极接在如上图所示的6处,负极接在如上图所示的7处。
1794OW8如下图(a)和1794IM8 如下图(b)所示,其实只是普通的IO模块,它们和1794AND配合使用后才能挂在设备网上。
(a) 1794OW8模块
(b) 1794 IM8模块
1794OW8是8点无源输出模块(a),1794IM8是8点220V交流输入模块(b)。两个很相象,不同的是OW8需要24V直流电压,IM8需要220V交流工作电。
它们的工作电源都是接在它们的接线座的最左端,每个模块上都有显示状态的小灯,当这些模块有输出/输入信号时,对应的小灯将会亮起来。当有时候出现输入模块没有状态显示或者输出模块没有输出的时候,在排除当前的设备网络没有故障的前提下,请检查它们的工作电源是否正常。
一、自动化控制的实现
自动控制是运用自动化仪表或装置代替人工自动地对设备或过程进行控制,使之达到预期的状态或性能。工业上常规单回路反馈控制系统由控制对象和控制器两部分组成。其实现过程如下:
1、控制对象:即被控制的设备或过程。控制对象的本质在于被控制的参数(变量或状态)及被控参数的数学模型。一个设备或过程可就不同的控制参数构成不同的控制系统。
2、控制器:即起控制作用的自动化仪表或装置,包括自动检测仪表、调节器或计算装置,执行器。
二、矿井自动化控制系统的组成及系统覆盖范围
矿井自动化控制系统主要由矿井安全与生产监测监控系统、信息管理系统、调度通信系统等部分组成。
1、矿井调度监控网络系统的功能
系统为实时监控网络结构,具备有完善的生产监控管理功能,对全矿个各主要生产环节及相关的辅助环节的生产过程进行实时数据采集、传输、处理、显示、记录、打印,对生产传输系统、井下变电所、排水系统和扇风机等设备进行远程集中监控,同时配合工业电视系统进行安全图象监视,以确保人员及设备的安全,全面提高矿井的经济效益和社会效益。
系统功能如下:
(1)、数据采集和过程控制;
(2)、顺序控制;
(3)、报警事件处理和操作记录;
(4)、实时过程数据,图形或数据方式显示;
(5)、过程变量趋势显示;
(6)、生产过程模型图及动态数据更新;
(7)、数据库管理。
调度监控网络实施后,调度可在调度室终端上监视矿井生产过程,完成对全矿井生产及相关环节的“遥测、遥信和遥控”,实现矿井的综合自动化。
(1)实时运行参数检测
各监控系统实时采集生产工况参数,可以采用图形、报表的形式显示系统的实时工况及目前产量、仓储等。
(2)实时过程控制
分析采集的参数,各系统自动完成过程控制,或由调度员操作控制。
(3)历史数据查询
以上生产实时检测数据均可存贮与生产实时数据和历史数据库中,可实现历史回显、历史趋势分析,及直方图,饼图等进行综合分析。
(4)设备故障及模拟量超限报警
当设备故障或模拟量超限使,生产检测及管理网络同步显示故障设备名称,并可实现语音报警、实时打印故障功能。服务器将该故障信息存入故障信息数据库,供以后统计分析。
(5)生产实时画面检测
工业电视信号可接入监测终端,当出现异常(故障、违章、检修)时,可将此画面截取,转换为数字形式存储,并可通过网络上传给公司领导。
(6)优化生产计划
在网络服务器中建立了综合历史数据库,定时将生产、经营等数据存入数据库中,制作计划、生产完成情况的趋势分析图形,为今后的生产计划提供参数;根据外运下达计划和设备实际状态、仓储煤量,合理安排生产计划、设备维修计划,以最大限度的减少对生产外运的影响。
2、调度监控系统的三层网络结构
根据现代网络理论和补连塔矿调度监控系统的要求,我们选美国Gockwell先进的工业控制产品,设计构建了先进、全面、可靠的工业调度监控系统。
调度监控系统采用三层网络结构,如下图所示。
三层网络结构示意图
3、矿井自动化系统的通讯模式。
矿井生产系统ControlNet主干采用光纤传导模式,通过62.5um光缆连接,包括调度室、井口配电室、主井二部皮带配电室、集运皮带配电室、三采区配电室、加压泵房和南风井通风监控系统,其他包括仓上配电室、一采区变电所及排水泵房监控系统用75Ω同轴电缆与井口变电所监控系统连接,构成整个控制层网络,其余如ZBK-X皮带监控系统用软件编程实现第三方通讯就近接入网络,顺槽皮带CST系统经DH+接入三采区变电所网关,实现网络扩展。
4、矿井综合自动化控制系统覆盖范围
自动化控制网络涉及了矿井所有生产及生产相关的环节,包括:
(1)、皮带运输系统集中监控;
(2)、井口变电所三遥;
(3)、矿井排水系统三遥;
(4)、矿井加压供水系统三遥;
(5)、井下变电所三遥;
(6)、矿井通风机三遥;
(7)、顺槽皮带监控监测。
三、矿井综合自动化控制系统的功能
在统一的技术环境下,各种各样不同的技术可以在一个用户接口下,接成在一个有全局数据库的总体平台中,这样系统之间的接口费用大大降低,备品备件的品种和数量也大大减少,同时技术人员可以在一个平台下对所有应用进行组态、编程和监控,也可以大大提高监控水平,减少非计划停车时间。也是由于应用一个组态平台,培训和工程变得简单,费用也大大降低。
以及时、稳定、可靠的通讯系统为桥梁,包括综采和连菜的运输系统,补连塔矿井综合自动化系统涵盖了生产的各个环节,皮带运输控制保护系统、矿井电力三遥、扇风机三遥系统、井下排水三谣系统全部纳入自动控制系统之中,实现了闭锁和连续控制,在调度室进行集中控制,指挥全矿生产。
综合自动化系统采用先进的技术和设备来保证整个系统安全可靠正常地运行,提高运行管理和维护的水平,降低运行管理费用,减轻工作人员的劳动强度,提高各种信息的传输及分析能力。
四、自动化控制设备的维护
1、控制网上的1786RPA 和1786RPFM模块的作用和故障判断
(1)1786RPA模块PRA是 ControlNet网络节点上铜缆转光纤的铜缆接头部分,这个模块的24V工作电压从最下方的接线壁上接入,如果这个模块没有工作电压,将造成从此节点以下的控制网络中断,如下图所示:
1786RPA模块
(2)、1786RPFM
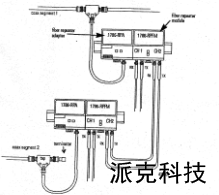
RPFM是ControlNet网络节点上铜缆转光纤的光纤接头部分,它必须和RPA配套使用, 这个模块上一共可以接两路光纤,每路光纤的 接受线在RPFM上都有对应的小灯指示,当上一级RPFM上有信号发送时,小灯应该常亮,如下图(a)所示
RPA和RPFM连接后,如下图(b)所示。
(a)1786RPFM模块
(b)RPA 与 PRFM的连接
2、1756DNB模块诊断设备故障
如下图所示,在1756DNB模块上方看见一个数字显示屏,这个显示屏对设备网故障的诊断和排除非常重要。显示屏里只会出现0-99和OK(RUN)这几种字符,下面说明在显示屏里显示的数字的含义:
0-63:设备网上的站号,0一般就是DNB模块自己,如果显示屏上是0和OK (RUN)交替闪烁的话,说明整个设备网一切正常。其它的1-63表示这个设备网上的其它设备。
70-99:设备网上的故障代码,一般在出现故障代码之后随后会出现故障设备的站号,举例来说,数字78表示“在DNB模块扫描列表中的设备无法找到”。
所以说,如果在AND 模块上出现78,1这两个数字交替闪烁的话,表示AND无法找到1#节点的设备,这个时后就需要查看是否是因为1#节点的设备没有工作电源或者控制网通讯线接触不好引起的这个故障。
1756DNB模块
下面表列出最常见的几个设备网故障代码。
设备网故障
| 故障码 | 故障描述 | 建议 |
| 70 | DNB模块正在自检 | 正常 |
| 72 | 设备停止通讯 | 复位设备 |
| 73 | DNB要扫描的设备和实际设备不匹配 | 更换设备 |
| 75 | DNB中没有扫描列表(刚出厂的DNB多是如此) | DNB需要重新配置 |
| 77 | 设备返回的数据与DNB中预留的空间不匹配 | 重新修改PLC程序 |
| 78 | DNB无法找到设备) | 确保设备与DNB的连接正常,同时检查设备的工作电是否正常 |
| 80 | DNB挂起(没有激活) | 将处理器切换到运行位置 |
| 81 | DNB有严重故障 | 复位DNB或者更换DNB |
| 91 | DNB检测到网络上通讯错误 | 确保设备网的物理连接是否正常 |
| 92 | DNB检测到设备网上没有24V工作点 | 检查通讯线上的红黑两线上是否有24V直流电压 |
3、1794ADN及1794IM8、1794OW8模块诊断设备故障。
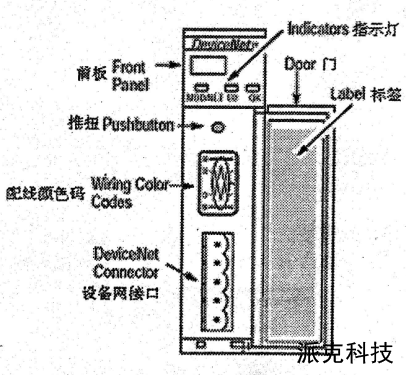
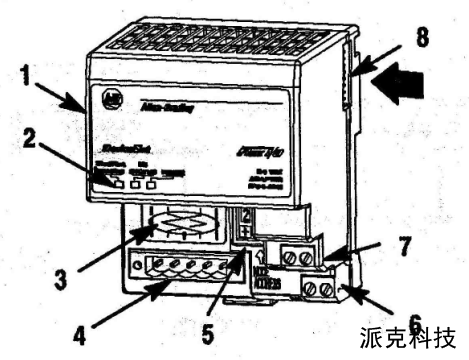
如下图,1794ADN是分布式远程IO系列中设备网适配器模块。
为了减少布线时间和提高 PLC机柜内的整洁,我们使用了分布式远程 IO控制模块 (FLEX),这些模块和1794ADN通过设备网通讯线和 PLC柜相连,大大提高了电装时的工作效率。
1794ADN模块
1-AB图标 2-指示灯 3-网线接法 4-设备模块插头 5-站号 6-电源正极
7-电源负极 8-I/O
作为设备网适配器,有了它这些远程IO控制模块才能作为设备网的一分子。它的任务只是管理采集与它直接相连的输入模块1794IM8(8点输入模块)的信息和间接控制1794OW8(8点输出模块),真正的控制与监视权还是在ControILogix(PLC5)手中,或者说ControILogix(PLC5)是通过DNB(SDN),DNB(SDN)再通过 AND, AND通过OW8和IM8来实现ControILogix(PLC5)对分布式远程IO的控制。
如图在AND的2处有三个小灯,从左到右分别是:
Mod/NET Status:模块/网络指示,正常应该常绿。当它未并入设备网时该灯绿色闪烁,模块有故障时该灯为红色。
IO Status:IO模块灯,正常应该常绿。当AND内所配置好的IO模块信息与实际安装的模块不符时会出现绿色闪烁,不过这种故障较少见,如果重新更换IO模块或者配置AND后还有这个现象,有可能需要更换新的AND模块。
Power On:工作电源指示灯,AND工作需要24V直流电,电源正极接在如上图所示的6处,负极接在如上图所示的7处。
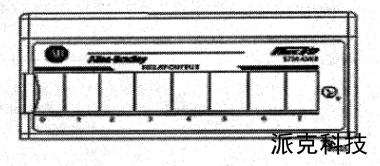
1794OW8如下图(a)和1794IM8 如下图(b)所示,其实只是普通的IO模块,它们和1794AND配合使用后才能挂在设备网上。
(a) 1794OW8模块
(b) 1794 IM8模块
1794OW8是8点无源输出模块(a),1794IM8是8点220V交流输入模块(b)。两个很相象,不同的是OW8需要24V直流电压,IM8需要220V交流工作电。
它们的工作电源都是接在它们的接线座的最左端,每个模块上都有显示状态的小灯,当这些模块有输出/输入信号时,对应的小灯将会亮起来。当有时候出现输入模块没有状态显示或者输出模块没有输出的时候,在排除当前的设备网络没有故障的前提下,请检查它们的工作电源是否正常。
上一篇:油井远程监控SCADA系统 下一篇:煤矿水泵自动控制系统解决方案

Copyright 陕ICP备17017105号-1© 2007-2022 派克科技 版权所有